
چرخ دنده های حلزونی
این چرخ دندهها زمانی مورد استفاده قرار میگیرند که بخواهیم تغییر زیادی در سرعت و یا قدرت ایجاد کنیم. معمولاً نسبت شعاع دو چرخ دنده 20:1 است و گاهی حتی به 300:1 و بیشتر نیز میرسد.
این چرخ دندهها یک خاصیت جالب هم دارند که در هیچ چرخ دنده دیگری پیدا نمی شود. چرخ بالایی (حلزون) میتواند به راحتی چرخ دیگر (چرخ دنده حلزونی) را حرکت دهد، ولی چرخ پایینی نمی تواند حلزون رابچرخاند. زاویه دنده های روی حلزون آنقدر کوچک است که وقتی چرخ پایینی بخواهد آن را بچرخاند، اصطکاک به حدی زیاد میشود که از حرکت حلزون جلوگیری میکند. این ویژگی به ما امکان استفاده از این چرخ دندهها را در جاهایی که به یک قفل خودکار نیاز داریم میدهد. فرض کنید از این چرخ دنده در یک بالابر استفاده کرده ایم؛ وقتی موتور بالابر از کار بیفتد، چرخ دندهها قفل میشوند و نمی گذارند بار پایین بیاید. معمولاً در دیفرانسیل کامیونها و خودروهای سنگین از این چرخ دندهها استفاده میشود.--علی شهروی--

محل کاربرد این نوع چرخ دندهها که بتواند حرکتهای دورانی را به حرکتهای افقی یا عمودی تبدیل کند . مانند جعبه فرمانهای اتومبیلها

ساخت و تولید
MandP
--علی شهروی--
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.loxblog.com
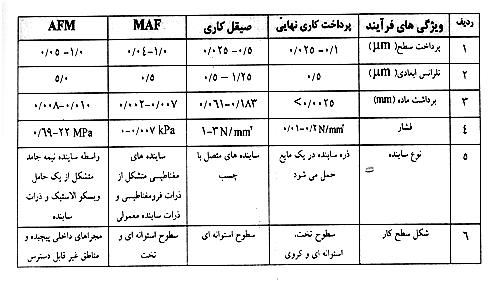
ماشينكاري و صيقل دهي سايشي توسط سيال ساينده (Abrasive Flow Machining ) يكي از روشهاي براده برداري نوين است . اين روش تنها روش منحصر به فردي است كه قادر است قطعات بسيار سخت با اشكال پيچيده را به راحتي و با كيفيت عالي پرداخت نماید . در اين تحقيق عوامل مؤثر بر كيفيت سطح پرداخت و نرخ براده برداري (MRR) از جمله غلظت مواد ساينده، سرعت حركت سيال، تعداد چرخه ها و اندازه ذرات ساينده مورد مطالعه قرار گرفته است . نتایج نشان می دهد که با کنترل پارامترهای فوق می توان به کیفیت سطح مورد نظر و دقت ابعادی عالی رسید. 
نياز به دقت و راندمان بالا در ماشينكاري موادي كه سخت ماشينكاري مي شوند كاربرد تكنولوژي هاي پرداخت كاري سايشي را به طور فزاينده اي مورد اهميت قرار داده است. عمليات ماشينكاري نهايي يا پرداخت كاري پر زحمت ترين مرحله ساخت قطعات دقيق است كه كنترل آن دشوار است. در توليد براي بيشتر موارد صافي سطح و دقت ابعادي بسيار عالي قطعه كار لازم است. در ماشينكاري با جريان ساينده، دانه هاي ساينده مانند سيليكون كاربايد يا الماس با يك زمينه بتونه مانند مخلوط مي شوندسپس از طريق روزنه ها و گذرگاههاي قطعه كار به پشت و روي آن فشرده مي شوند. حركت تحت فشار سيال ساينده، لبه ها و گوشه هاي تيز را سائيده و قطعه را پرداخت مي كند .اين فرآيند به خصوص براي قطعه كارهايي با حفره هاي داخلي و مجراهاي داخلي پيچيده و مناطق غير قابل دسترس مناسب است . فشارهاي وارده در اين فرآيند از100 PSI تا32000 PSI است
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن به ادامه مطلب بروید
